加拿大的一家工厂发生了过早的毛毡故障,并认为这是由于控制辊冠(CC)故障造成的。他们要求维美德公司对第三次压力机进行检查,看看情况是否确实如此。
Valmet人员到达现场,并在机器运行时进行检查。讨论了第三压机过去和现在的问题。在第二天停工期间,Valmet协助工厂对导向辊、第三压CC辊、花岗岩辊和毡拉伸器组件进行了校正调整。在第3次压机进行E-nip时,腐蚀性冲洗阀在打开位置意外碰撞。(这个阀门位于CD行走区域的地板上,必须跨过它才能继续穿过机器。)
发现导向辊行程太小,弹簧僵硬,并且在极端的顶部位置运行。更换弹簧起了作用,但作用不大。机器的框架是保证的。
TS缝矫直器被发现磨损很快,可能是由于过度拉伸压毛毡。DS单元已经被修改过,所以它不再是一个功能工具。调节螺栓已被永久螺栓取代。如果在空中飞行中失去气压(或不再使用空中飞行),就会发生过早的感觉故障。两个支架之间需要一个永久的机械止动装置(见图)。
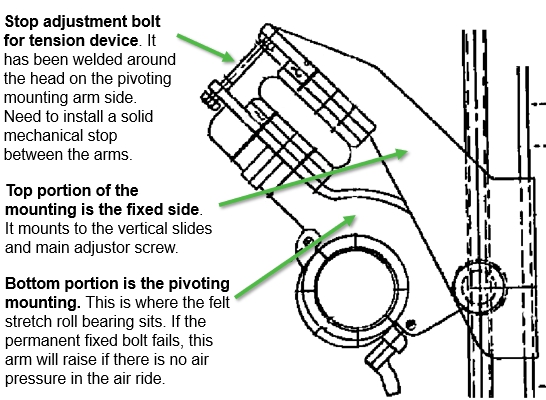
安装机械停止之间的安装
花岗岩卷在装载到CC卷时进行了检查。TS和DS不符合规格,需要进行修正,以使负载压力均匀地倾向于驱动侧
在这次检查前几周,由于一个盖子故障,CC辊已被更换。CC轧辊/花岗岩轧辊的对齐应每年检查,以确保彼此水平和方,因为对齐公差不应超过0.003“每100”机器宽度的轧辊。
毛毡滚轮检查合格-滚轮盖和轴承良好。
维美德在一份正式报告中向工厂提出了以下建议,并讨论了每个建议的需求和价值:
印刷部门服务包包括测试、检查和检修程序。测试和检查有助于确定部件的机械状况,机器自动化的操作和大修需求的范围。测试在生产和特殊维护停机期间进行。测试所需的停机时间通常为8-12小时,而维护工作所需的时间取决于所服务的项目和所需的工作量。
 检测采用红外摄像机、夹型膜测量系统、油品纯度分析仪、多通道信息采集系统、测量信号处理分析仪等现代技术。维美德在广泛的机器生产线和系统方面拥有数十年的经验和专业知识,为测试结果的可靠分析提供了基础。
检测采用红外摄像机、夹型膜测量系统、油品纯度分析仪、多通道信息采集系统、测量信号处理分析仪等现代技术。维美德在广泛的机器生产线和系统方面拥有数十年的经验和专业知识,为测试结果的可靠分析提供了基础。
你的压机部分是否出现故障,导致机器涂层故障或其他不符合要求?联系您的维美德代表,并让专家现场排除您的机器线路故障。