定期维修服务计划保证产品质量和机器运行1- 2年。这项服务包括清洗、拆卸。外部和内部检查,平衡检查,重新安装轴承组件,根据需要回收和研磨,并进行油漆。其他服务可以包括无损检测,壳体和轴颈维修,头部配合维修和动态平衡。
该服务计划适用于所有P&P制造商,无论生产的OEM或等级。这里有许多参考资料,展示了Valmet公司在减少计划外停机时间方面的成功经验。
1974年,黑克劳森(Black Clawson)制造了一台瓦楞纸机。它在1996年由Valmet公司重建。电线宽度是180英寸和速度是2500 fpm。Valmet公司对第二压力机LNP轧辊的定期检查和维护发现,在取下封头后,前后的壳体和封头都有过度腐蚀。而且,头栓已经用了五年多了。

LNP辊,翻新前(左)和翻新后(右)
根据Valmet的安全建议,长压辊上的头螺栓应每五年更换一次,头配合应每10年更换一次,因为LNP辊上的高应力。除了除去腐蚀外,还进行了这些工作。因此,不定期的停机时间减少了,压辊更安全,组件寿命更长。
一台建于1948年的普西琼斯(Pusey & Jones)机器可以制作线宽180英寸、速度2000英尺/分钟的衬板。作为第二次压顶辊计划维护的一部分,Valmet检查了轴承。前后两侧的轴承配合尺寸太小,密封件已经硬化,前后轴承座孔都有轻微腐蚀。

第二次压上辊,前(左4图)和后(右)翻新
Valmet将OEM推荐回归。提高了运行性能,减少了计划外机器停机时间。
这台安德里茨机器建于1990年,生产纸浆,漂白软木材。线宽为177英寸,典型速度为750 fpm。Valmet对第3压辊的维护表明,轴承座有严重的腐蚀和不圆。
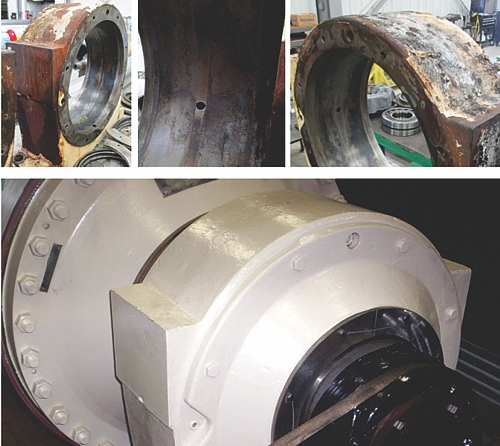
第三次压上辊,前(上三张图)和后(下)
Valmet将这些组件带回了OEM的标准。裸露的金属喷砂和喷漆轴承座增加了组件的使用寿命。此外,计划外的机器停机时间也减少了。
有关Valmet压辊定期维护可以减少计划外停机时间的更多信息,请与您的Valmet代表联系。


